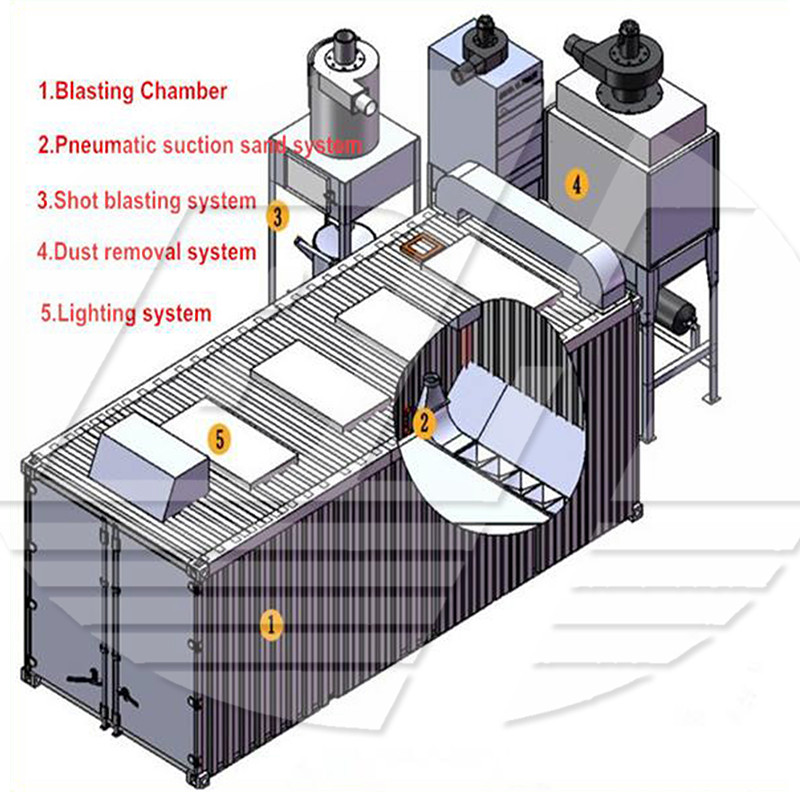
BHQ26 סעריע סאַנדבאַסט קאַבינעט דורך מאַנואַל
1.וואָס איז זאַמד בלאַסט קאַבינעט
עטלעכע מענטשן אויך רופן סאַנדבלאַסטינג מאשינען, זאַמד בלאַסטינג טאַנק, פּאָרטאַטיוו זאַמד בלאַסטער, עפענען סאַנדבלאַסטינג מאשינען און אַזוי אויף.די נעמען זענען אַנדערש, אָבער זיי טאַקע האָבן די זעלבע טייַטש.קענען ארבעטן אפגעשיידט, אָבער אין רובֿ פאַל עס אַרבעט מיט שאָס בלאַסטינג צימער.


זאַץ פון זאַמד בלאַסט קאַבינעט ——
אין אַלגעמיין, די קאַמפּאָונאַנץ זענען ווי גייט:
1).די זאַמד בלאַסטינג טאַנק:
די גרעב פון די שטאָל טעלער געניצט פֿאַר די פאַרשידענע וואַליומז פון דעם טאַנק און די וואָרצל פון די סאַנדבלאַסטינג מאַשין איז אַנדערש.די גרעסערע די באַנד, די טיקער די שטאָל טעלער.דאָס איז דער הויפּט באשלאסן דורך די דרוק שיף פאַבריק לויט די פאַקטיש סיטואַציע.
עס זענען צוויי טייפּס פון זאַמד וואַלוו און זאַמד וואַלוו: מאַנואַל אָדער פּנעוומאַטיש.מאַניואַלי, עס איז נייטיק צו מאַניואַלי עפענען די זאַמד וואַלוו, און גאַז איז אויטאָמאַטיש געעפנט דורך די גאַז.
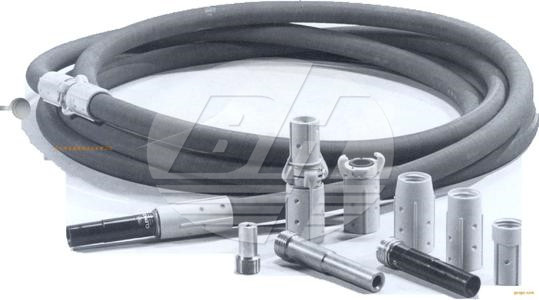
2). סאַנדבלאַסטינג רער (נאָרמאַל איז 10ם/20ם)
3). זיכערקייַט וואַלוו
די נוצן דרוק פון סאַנדבלאַסטינג טאַנק איז בכלל 8 קג.די ראָלע פון זיכערקייַט וואַלוו ווען די גאַז דרוק יקסידז 8 קג, עס וועט אויטאָמאַטיש דעפלייט.אַזוי ווי צו באַשיצן די סאַנדבלאַסטינג טאַנק
4). סאַנדבלאַסטינג ביקס: לויט צו די מאַטעריאַל, עס קענען זיין צעטיילט אין באָראַן קאַרבידע, צומיש שטאָל, טאַנגסטאַן קאַרבידע, אייַזן און אַזוי אויף.
די מערסט דוראַבאַל איז באָראָן קאַרבידע, און די דינסט לעבן איז בכלל 500-700 שעה.
צווייטנס, די דינסט לעבן פון טאַנגסטאַן קאַרבידע און צומיש שטאָל איז בכלל 300-400 שעה,
אייַזן קענען זיין געוויינט בלויז פֿאַר 10 שעה, ווייניק מענטשן האָבן געוויינט עס.
עלעקטראָניש קאָנטראָל סיסטעם און אנדערע קאַמפּאָונאַנץ.
2. וואָרקינג פּרינציפּ פון פּאָרטאַטיוו סאַנדבלאַסטער
די אַרבעט פּרינציפּ פון זאַמד בלאַסטינג מאַשין איז אַנדערש פון שאָס בלאַסטינג מאַשין.די שאָס בלאַסטינג מאַשין ניצט אַ סענטריפוגאַל קראַפט צו דורכפירן שאָס בלאַסטינג.די זאַמד בלאַסטינג מאַשין איז פּאַוערד דורך קאַמפּרעסט לופט און ספּרייז אַברייסיווז (ביידע מעטאַלליק און ניט-מעטאַלליק זאַמד) אַנטו די ייבערפלאַך פון די וואָרקפּיעסע.רעכט צו דער פּראַל פון דרוק, די אַברייסיוו אין די זאַמד טאַנק פּאַסיז דורך די זאַמד וואַלוו און בלאַסט רער צו די שפּריץ ביקס, און די אַברייסיוו איז עדזשעקטעד מיט אַ הויך גיכקייַט, וואָס ענדערונגען די מעטשאַניקאַל פּראָפּערטיעס פון די ויסווייניקסט ייבערפלאַך פון די וואָרקפּיעסע ייבערפלאַך.רעכט צו דער פּראַל און קאַטינג ווירקונג פון די אַברייסיוו אויף די וואָרקפּיעסע ייבערפלאַך, צו באַקומען אַ זיכער גראַד פון ריינקייַט און פאַרשידענע ראַפנאַס אויף די ייבערפלאַך פון די וואָרקפּיעסע, פֿאַרבעסערן די מעטשאַניקאַל פּראָפּערטיעס פון די וואָרקפּיעסע ייבערפלאַך, אַזוי פֿאַרבעסערן די מידקייַט קעגנשטעל פון די וואָרקפּיעסע, פאַרגרעסערן די אַדכיזשאַן צווישן עס און די קאָוטינג, און פאַרברייטערן די קאָוטינג. ריזידזשואַל דרוק אויף די סאַבסטרייט ייבערפלאַך און ימפּרוווינג די כאַרדנאַס פון די סאַבסטרייט ייבערפלאַך.
3.מאַין באַשרייַבונג פֿאַר פּאָרטאַטיוו זאַמד בלאַסטער
4. מאַכט אָנווער פון שאָס בלאַסט טאַנק
1).די לופט מקור קאַנפיגיעריישאַן פון די סאַנדבלאַסטינג מאַשין איז בכלל 6 מ³ / מין (די לופט קאַנסאַמשאַן פון אַ איין שפּריץ ביקס, אויב עס איז ען, די פארלאנגט לופט מקור קאַנפיגיעריישאַן איז N * 6 מ³ / מין.
| נומער טיפּ | Q0250 | Q0250A-Ⅱ | Q0250A-Ⅱ-LX | ||
| באַנד פון אין-טאַנק (מ3) | 0.5 | 0.7 | 0.82 | ||
| לופט דרוק (מפּאַ) | 0.5-0.6 | 0.5-0.6 | 0.5-0.6 | ||
| ימיטיד דאָזע (קאַליבער = φ10) (קג / ה) | 1800-2280 | 1 ביקס | 1800-2280 | 1 ביקס | 1800-2280 |
| 2 ביקס | 3600-4560 | 2 ביקס | 3600-4560 | ||
| לופט קאַנסאַמשאַן (מ3/ מין) | 6.1 | 1 ביקס | 6.0 | 1 ביקס | 6.0 |
| 2 ביקס | 12.0 | 2 ביקס | 12.0 | ||
| לענג פון בלאַסטינג רער (מם) | 7000 | 7000 (2 פּקס) | 7000 (2 פּקס) | ||
| קאָנטראָל וועג | ווייַט קאָנטראָל | ווייַט קאָנטראָל | ווייַט קאָנטראָל | ||
| גרייס (מם) | 1036*812*1860 | 1120*900*1890 | 1086*812*2060 | ||
| וואָג (קג) | 396 | 500 | 690 | ||
2).די לופט דרוק פארלאנגט דורך די סאַנדבלאַסטינג מאַשין איז 0.5-0.6מפּאַ (אויב די דרוק איז צו נידעריק, די סאַנדבלאַסטינג וועט זיין שוואַך און די רייניקונג ווירקונג וועט זיין אַפעקטאַד).
3).די סומע פון סאַנדבלאַסטינג / שאָטבלאַסטינג פּער שעה פון די סאַנדבלאַסטינג מאַשין איז 1800-2100 קג.
4). אַפּלאַקיישאַן קייט פון סאַנדבלאַסטינג
א.פאַר-באַהאַנדלונג: אַלע די בלאַסטינג טריטמאַנץ איידער זיי זענען באדעקט, אַזאַ ווי ילעקטראַפּלייטינג, געמעל, ספּרייינג, אאז"ו ו, די ייבערפלאַך איז לעגאַמרע ריין, און אין דער זעלביקער צייט שטארק פֿאַרבעסערן די אַדכיזשאַן און קעראָוזשאַן קעגנשטעל פון די קאַווערינג שיכטע.
ב.פאַר-באַהאַנדלונג איידער רייניקונג די ייבערפלאַך פון די טיילן: דיסקאַלינג, רעזאַדו און שמוץ פון מעטאַל טיילן אַזאַ ווי קאַסטינגז, סטאַמפּינג טיילן, וועלדינג טיילן, היץ באַהאַנדלונג טיילן;ייבערפלאַך רייניקונג פון ניט-מעטאַלליק פּראָדוקטן, באַזייַטיקונג פון שוואַרץ ספּאַץ אויף די ייבערפלאַך פון סעראַמיק בלאַנקס און רעדוקציע פון פאַרב מוסטער, עטק.
ג.ריפערבישמאַנט פון אַלט פּאַרץ: ריפערבישמאַנט און רייניקונג פון אַלע מאָווינג טיילן אַזאַ ווי אָטאַמאָובילז, מאָטאָרסיקלעס, עלעקטראָמעטשאַניקאַל עקוויפּמענט, אאז"ו ו אין דער זעלביקער צייַט עלימינירן מידקייַט דרוק און פאַרברייטערן די דינסט לעבן.
ד.פינישינג פּראַסעסינג אויף די ייבערפלאַך פון די וואָרקפּיעסע: אַלע מעטאַל פּראָדוקטן און ניט-מעטאַל פּראָדוקטן (פּלאַסטיק, קריסטאַל, גלאז, אאז"ו ו) ייבערפלאַך טראַסעס זענען ילימאַנייטאַד, און די אַרגאַן נעפּל ייבערפלאַך באַהאַנדלונג מאכט די פּראָדוקט ייבערפלאַך אַפּגרייד.
E.פורעם באַהאַנדלונג: אַרגאָן ליכט נעפּל ייבערפלאַך באַהאַנדלונג פון די פורעם ייבערפלאַך, גראַפיק פּראָדוקציע און פורעם רייניקונג, נישט צו שעדיקן די פורעם ייבערפלאַך, צו ענשור די אַקיעראַסי פון די פורעם.
f.בור באַהאַנדלונג: די מאַשינד טיילן זענען אַוועקגענומען מיט קליין בוררס, און די פּלאַסטיק טיילן פון די ינדזשעקשאַן טיילן זענען ילימאַנייטאַד.
ג.ריווערק פון אַנדיזייראַבאַל פּראָדוקטן: באַזייַטיקונג פון אַנדיזייראַבאַל פּראָדוקט קאָוטינג, באַזייַטיקונג פון אַנדיזייראַבאַל קאַלערינג אויף די ייבערפלאַך און באַזייַטיקונג פון דרוקן.
ה.פֿאַרשטאַרקונג: פאַרגרעסערן די ייבערפלאַך כאַרדנאַס פון מעטאַל טיילן און עלימינירן דרוק, אַזאַ ווי ייבערפלאַך באַהאַנדלונג פון ערקראַפט בלאַדעס, ספּרינגס, מאַשינינג מכשירים און וועפּאַנז.
איך.עטשינג און אַנטי-גליטשן פּראַסעסינג: עטשינג פּאַטערנז, טעקסט און אַנטי-גליטש באַהאַנדלונג אויף די ייבערפלאַך פון מעטאַל פּראָדוקטן און ניט-מעטאַל פּראָדוקטן, אַזאַ ווי: מירמלשטיין, אַנטי-גליטש כאַנדאַלז, סתימות, סטעל לעטערינג, עטק.
דזש.דענים קליידער באַהאַנדלונג: די דענים קליידער איז מאַט, כווייטיש און קאַץ וואָנצעס ווירקונג אַטשיווד.
5.די אַדוואַנטידזשיז פון סאַנדבלאַסט קאַבינעט:
1).די מעטאַל טיילן פון די סאַנדבלאַסטינג מאַשין זענען בייסיקלי נישט דאַמידזשד, און די דימענשאַנאַל אַקיעראַסי וועט נישט טוישן;
2).די ייבערפלאַך פון דעם טייל איז נישט קאַנטאַמאַנייטאַד, און די אַברייסיוו וועט נישט כעמיש רעאַגירן מיט די מאַטעריאַל פון דעם טייל;
3).די סאַנדבלאַסטינג מאַשין קענען לייכט שעפּן די ינאַקסעסאַבאַל טיילן אַזאַ ווי גרוווז און קאָנקאַוועס, און פאַרשידן סיזעס פון אַברייסיווז קענען זיין אויסגעקליבן פֿאַר נוצן;
4).די פּראַסעסינג פּרייַז איז זייער רידוסט, דער הויפּט שפיגלט אין דער פֿאַרבעסערונג פון די אַרבעט עפעקטיווקייַט פון די סאַנדבלאַסטינג מאַשין, וואָס קענען טרעפן פאַרשידן ייבערפלאַך פינישינג רעקווירעמענץ;
5).נידעריק ענערגיע קאַנסאַמשאַן און נידעריק פּרייַז;
6).די סאַנדבלאַסטינג מאַשין טוט נישט באַשמוצן די סוויווע, ילימאַנייטינג די פּרייַז פון ינווייראַנמענאַל באַהאַנדלונג;